Allgemein
- Die minimale Blechdicke für Stahl beträgt 0,8 mm.
- *Ausgenommen Sendzimir und Magnelis: minimale Blechdicke 0,75 mm.
- Die maximale Blechdicke für Stahl beträgt 12 mm.
- *Ausgenommen Sendzimir: maximale Blechdicke 4 mm und Magnelis, maximale Blechdicke ist 6 mm.
- Die minimale Blechdicke für Edelstahl beträgt 0,8 mm.
- Die maximale Blechdicke für Edelstahl beträgt 10 mm.
- Die minimale Blechdicke für Aluminium beträgt 1 mm.
- Die maximale Blechdicke für Aluminium beträgt 10 mm.
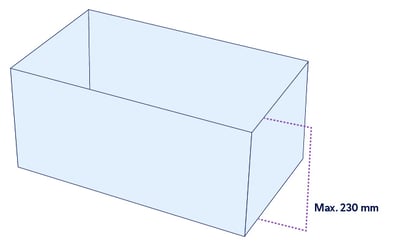
- Das Höchstgewicht beträgt 75 kg.
- Maximale Abmessungen sind 2980 x 1480 mm.
- Die maximale Anschlaggröße beträgt 1150 mm.
- Diese Maße sind alle im Zusammenhang mit einem 90°-Winkel zu verstehen, wenn das Produkt eine oder mehrere scharfe Biegungen hat, müssen für alle Biegungen im Produkt die Abmessungen aus den scharfen Tabellen verwendet werden.
- Ein Kantenprodukt muss immer einen Biegeradius haben.
- Laden Sie hier die Liste mit den Spezifikationen pro Werkstoff herunter.








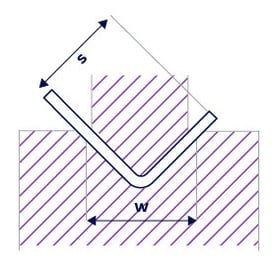
Dies ist die Mindestauflagefläche der Platte auf der Matrize, die für die Durchführung der Biegung notwendig ist. Die Mindestschenkellänge (s) wird durch die Blechdicke bestimmt.
*Bitte beachten Sie, dass bei Produkten mit einer oder mehreren scharfen Biegungen die Maße gemäß den Angaben in den Tabellen für scharfe Biegungen für alle Biegungen im Produkt genommen werden müssen.


Angesichts der Rückfederung des Materials ist das Blech stets etwas weiter zu biegen als der festgelegte Winkel. Das Werkzeug verfügt über einen maximalen Winkel von 30°. Dies ermöglicht es, unter Berücksichtigung der Rückfederung einen Winkel von maximal 37° zu biegen. Der Mindestwinkel für die Biegung beträgt 175˚.




Max X = 1390 mm bei 90° Abkantung




Hinweis: Bitte beachten Sie: Das Ende der Biegelinie muss gerade sein und wird in die Berechnung für den maximalen Bruch der Biegezone mit einbezogen. Sobald das Ende der Biegelinie schräg ist, können wir nicht garantieren, dass das Produkt die Toleranzen einhält. Siehe Bild.




Seitenansicht J-10 Stempel
Klicken Sie auf das Bild für den Download.

Seitenansicht D-10 Stempel
Klicken Sie auf das Bild für den Download.

Seitenansicht R-10 Stempel
Klicken Sie auf das Bild für den Download.

Vorderansicht Stempel
Klicken Sie auf das Bild für den Download.

Bei Produkten – wie in der Abbildung zu sehen – darf der Flansch nicht länger als 32 mm sein. Das hängt mit der Erweiterung (35 mm) des sogenannten Hornstempels zusammen, der für solche Produkte genutzt wird.

Trapezblech
Für große Platten mit mehreren Z-Biegungen (wie das Dachprofil unten) gelten zwei wichtige Regeln.

1. Diese Art von Platten darf nicht schwerer als 45 kg sein. Normalerweise biegen wir Platten, die schwerer als 45 kg sind, mit einer Hebehilfe, aber diese Platte muss aufgrund der Z-Biegungen immer abwechselnd in die Abkantpresse gelegt werden. Das ist mit der Hebehilfe nicht möglich.
2. Wir können die unten abgebildeten Winkel nicht schärfer als 122° biegen, da die Platte sonst mit der Maschine kollidiert.

Zur Verdeutlichung sehen Sie unten, in welche Richtung wir den Winkel nicht (links) und in welche Richtung wir ihn (rechts) biegen können:




Die Abbildung auf der rechten Seite zeigt die Mindestmaße der Anschlaglaschen für große oder verjüngte Radien.

Bei inneren Versetzung, wie in der Abbildung rechts dargestellt, müssen Sie die Breite unseres schmalsten Kantenwerkzeugs berücksichtigen. Diese beträgt 20 mm. Damit dieses jederzeit durch das Loch passt, muss das Loch insgesamt (Befestigung + Schlitze auf beiden Seiten) etwas breiter als 20 mm sein. Halten Sie daher mindestens folgende Breiten ein:
• Bei Platten, die dünner als 4 mm sind: mindestens 21 mm
• Bei Platten, die 4 mm und dicker sind: mindestens 22 mm
Hinweis: Berücksichtigen Sie bei inneren Versetzung immer auch die Mindestbreite der Schlitze auf beiden Seiten.



Die Kantungen (Ecken) dürfen sich nicht kreuzen/berühren, da hierdurch die angegebenen Toleranzen nicht eingehalten werden können.
Halten Sie den folgenden Abstand zwischen zwei Vorgängen ein:
- Bis zu 3 mm Blechstärke, 0,5 mm Abstand;
- Von 4 bis zu 6 mm Blechstärke, 1 mm Abstand;
- Von 7 bis zu 8 mm Blechstärke, 1,5 mm Abstand.




Um ein Produkt biegen zu können, benötigen wir eine mindestens 20 mm lange Anschlaglinie, die parallel zur Biegelinie verläuft. Ein Beispiel sehen Sie im Bild.

Ist eine 10 mm lange Anschlaglinie nicht realisierbar, können alternativ Laschen als Hilfsanschlag eingesetzt werden. Diese sollten mit einem Abstand von bis zu 40 mm bei einem Anschlag oder mindestens 200 mm bei zwei Anschlägen positioniert werden. Ein Beispiel sehen Sie im Bild.

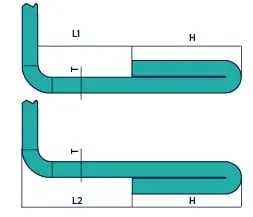
Bei 247TailorSteel ist es möglich, Hemming-Kanten fertigen zu lassen. Die Anforderungen sind wie folgt:
- Material: Aluminium, Edelstahl und Stahl
- Blechdicke (T): siehe Tabelle
- Minimale Schenkellänge (H): siehe Tabelle
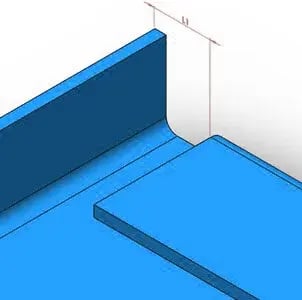
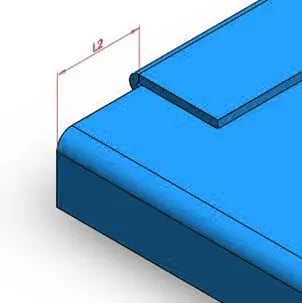
- Mindestabstand zur Überhöhung (L1): 6 mm
- Mindestabstand zur Überhöhung (L2): 13 mm
Sorten Hemming:
247TailorSteel setzt nur geschlossene Hemming-Kanten.

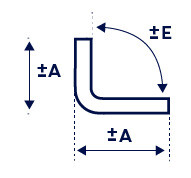
Nach dem Säumen beträgt die Gesamthöhe das 2- bis 2,5-fache der ursprünglichen Blechdicke (B) mit einer Toleranz von ± 1 mm. Dies kann dazu führen, dass die Löcher nicht gerade zueinander ausgerichtet sind. Es ist möglich, dass durch das Säumen Risse im Material entstehen können, was außerhalb unserer Kontrolle liegt. Säumen ist nur bei Sophia® Web verfügbar. Beachten Sie die Toleranzen*.
*Das Säumen kann zu Rissen, Abdrücken oder Schäden im Material führen, was außerhalb unserer Kontrolle liegt.
Die minimalen Abstände zur Falz (L1 & L2) gelten auch für Biegungen, welche senkrecht zur Hemming-Kante verlaufen: