
General
- Minimum sheet thickness for steel is 0.8 mm.*
- *Excluding Sendzimir and Magnelis; minimum sheet thickness is 0.75 mm
- Maximum sheet thickness for steel is 12 mm.*
- *With the exception of Sendzimir, where the maximum sheet thickness is 4 mm, and Magnelis, where the maximum sheet thickness is 6 mm.
- Minimum sheet thickness for stainless steel is 0.8 mm.
- Maximum sheet thickness for stainless steel is 10 mm.
- Minimum sheet thickness for aluminium is 1 mm.
- Maximum sheet thickness for aluminium is 10 mm.
- Maximum weight is 75 kg.
- Maximum dimensions are 2980 x 1480 mm.
- Maximum stop size is 1150 mm.
- These dimensions are all in relation to a 90° angle. If the product contains one or more sharp bends, use the dimensions from the sharp tables for all bends in the product.
- An edging product must always have a bending radius.
- Download the list of specifications per material here.


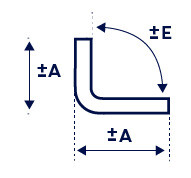






This is the minimum overlay of the sheet on the mold that is necessary to perform the bending. The minimum leg length (s) is determined by the sheet thickness.
*Please note: If the product contains one or more sharp bends, take the dimensions from the sharp tables for all bends in the product.


Due to the rebound of the material, the sheet must always be bent a bit farther than the angle indicated. The tools have a maximum angle of 30˚, which allows for bends of up to 37˚ when you take the rebound into account. The minimum angle to be bent is 175˚.



 Max X = 1390 mm at 90° bending
Max X = 1390 mm at 90° bending




Note: The end of the bending line must be straight, and is also included in the calculation for the maximum break in the bending zone.
If there is a chamfer here, we cannot guarantee that the product will meet the tolerances. See illustration.




Side view of stamp J-10
Click on the picture to download.

Side view of stamp D-10
Click on the picture to download.

Side view of stamp R-10
Click on the picture to download.

Front view of stamp
Click on the picture to download.

For products as shown in the image, the flange cannot be longer than 32 mm. This is related to the extension (35 mm) of the “horn stamps” that are used to make these types of products.

Profiled sheets
For large sheets with multiple Z-bends (such as the roof profile below), two important rules apply. .

-
These types of plates may not weigh more than 45 kg. Normally, we bend plates heavier than 45 kg using a lifting aid, but this plate must be placed alternately in the bending machine due to the Z-bends. This is not possible with the lifting aid.
-
We cannot bend the corners below more sharply than 122°, because otherwise the sheet will collide with the machine.

For clarification, you can see below in which direction we cannot (left) and can (right) bend the corner:




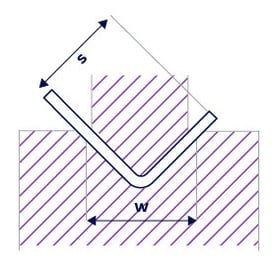
The figure right shows the minimum sizes of stop lugs for the purpose of large or conical radii.

For internal bends, as shown in the image on the right, you must take into account the width of our narrowest bending tools. This is 20 mm. To ensure that it fits through the hole at all times, the hole must be slightly wider than 20 mm in total (bend + slots on both sides). Therefore, adhere to the following minimum widths:
-
• For plates thinner than 4 mm: minimum 21 mm
• For plates 4 mm and thicker: minimum 22 mm
NB: For internal bends, always take into account the minimum width of the slots on both sides.



The sides to be set (corners) cannot be drawn completely against each other due to our tolerances.
Maintain the distance below between two settings:
- Up to 3 mm sheet thickness, 0.5 mm space between;
- From 4 to 6 mm sheet thickness, 1 mm space in between;
- From 7 to 8 mm sheet thickness, 1.5 mm space in between.




To be able to process a product, we need at least a 20 mm stop line parallel to the edge, see example.

If it is not possible to create a straight stop line, we can also add ridges. ridges up to a maximum of 40 mm apart (one stop), or at least 200 mm apart (two stops). see image.

At 247TailorSteel it is possible to have hemming set. The delivery specifications are as follows:
Material: aluminum, stainless steel and steel
Plate thickness (T): see table
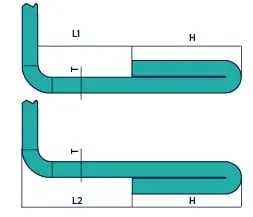
Minimum leg length (H): see table
Minimum distance to cant (L1): 6 mm
Minimum distance to cant (L2): 13 mm
Types of hemmings:
247TailorSteel only sets closed hemmings.

After hemming, the total height is 2 to 2.5 times the original sheet thickness (B). The tolerance A is ± 1 mm, this may result in holes not being straight across from each other. See image "Tolerances".
Hemming may cause cracks, prints or damage in/on the material. This is beyond our control.
These minimum distances to cant (L1 & L2) also apply to tilts that are perpendicular to the hemming:

